Maximize Your Production Efficiency with Our Premium Twin Screw Extruders
Counter-Rotating Twin Screw Extruder
Counter- Rotating Twin Screw Extruder
JINZE counter-rotating twin screw extruders featured with high output, better material plasticization, lower screw wear and energy saving.
A counter-rotating twin screw extruder is a specialized type of extruder where two screws rotate in opposite directions within the barrel. This design is commonly used for processing materials like PVC, WPC, and other heat-sensitive polymers due to its efficient mixing and low shear characteristics. The counter-rotating twin screw extruder can be categorized into conical and parallel screw types.

More than 25 years experience ensure the product quality

Qualified and experienced sales and engineering team
Applications of Counter-Rotating Twin Screw Extruder

Both applications benefit from the conical-twin screw’s ability to handle high-output production, offering superior wear resistance and long service life, especially when processing high-fill PVC formulations or recycled materials.

Conical-twin screw barrel are favored for their durability, anti-wear, and anti-corrosion features, making them ideal for processing materials with fillers like wood fibers and stone powder that can wear down traditional machinery.

Conical-twin screw barrels are widely used in the production of PVC foam boards. Their design ensures uniform plasticization and stable material flow, which is crucial for achieving consistent foam density and surface smoothness.
Conical-Twin Screw Extruder
A conical-twin screw extruder is a type of twin-screw extruder where the two screws are arranged in a conical shape, meaning they are wider at the feed section and gradually taper down towards the discharge end. This design is particularly suited for processing thermally sensitive materials, such as PVC (polyvinyl chloride) and C-PVC (chlorinated polyvinyl chloride).

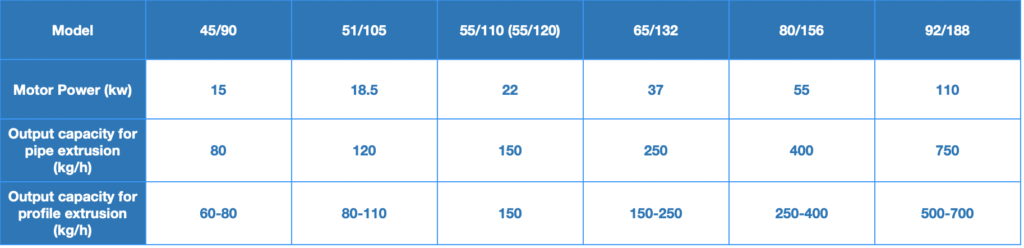
Models and Output Capacity of Conical-Twin Screw Barrel
Sample Specification: 65/132 Conical-Twin Screw Extruder
Motor Power System
The motor power of a 65/132 conical twin-screw extruder standard configuration is 37 KW (suitable for standard PVC pipe and profile extrusion). The brand of motor we usually use is SIEMENS (BEIDE).
Gearbox Reducer
Specialized 65/132 conical twin-screw gearbox consists of distribution and gearbox part, equipped with 0il cooling or water cooling to prevent overheating. Forced lubrication system with oil pump to ensure smooth operation.


65/132 Conical-Twin Screw Barrel
Nitride and bimetallic 65/132 conical-twin screw barrel. Ø65 mm is screw small side diameter, Ø132 mm is screw large-diameter. The steel material is high quality 38CrMoAl, hardness after nitride is > HV900. We offer difference bimetallic solutions for your unique anti-wearing and anti-corrosion needs.

Heaters and cooling blowers
A 65/132 conical twin-screw extruder requires a precise temperature control system to ensure stable plasticizing, melting, and extrusion. The system consists of heaters for controlled heating and cooling blowers for temperature regulation.

Feeding Hopper
- Material Intake: Allows plastic pellets, powder, or a mixture to enter the extruder smoothly.
- Consistent Feeding: Ensures a steady material flow to avoid surging or starvation, which can affect output quality.
- Prevention of Blockage: Designed to prevent bridging or clogging, especially when handling powdery or recycled materials.

Electric Control Cabinet
ABB frequency Inverter ensuring smooth speed control.
RKC temperature controller ensures stable temperature control.
Water or air-cooled system controlled by solenoid valves. Alerts for high temperature, overload, or abnormal operation.

Vaccum Pump System
A well-designed vacuum system in a 65/132 conical twin-screw extruder ensures superior product quality by removing unwanted gases and moisture. It is particularly critical in PVC extrusion applications where material stability and surface finish are key factors.

Gearbox Type Of Conical -Twin Screw Extruder
Horizontal Type Gearbox

Vertical Type Gearbox

Advantage and disadvantage
Horizontal gearbox
- Gear housing is split horizontally
- Allowing fast screw removal.
- Best for situations where quick gear inspections are required.
- Cost saving
Vertical gearbox
- Integral or One-Piece
- Fully enclosed rigid structure for maximum durability.
- Lower risk of oil leakage compared to split-type gearboxes.
- Compact and space-saving
Parallel -Twin Screw Extruder
A parallel counter-rotating twin screw extruder is a specialized extrusion system where two screws rotate in opposite directions while maintaining a parallel configuration. This type of extruder is widely used for processing PVC, WPC, and other heat-sensitive materials due to its stable pressure, low shear, and excellent mixing capabilities.
Differences: Parallel vs. Conical Counter-Rotating Twin Screw Extruder
Counter-rotating twin screw extruders are indeed suitable for PVC processing, especially for applications involving thermally sensitive polymers like PVC and C-PVC. The fully intermeshing, counter-rotating twin screw extruders act as positive displacement pumps, which operate independently of frictional factors. This makes them ideal for PVC/C-PVC, as they ensure that the material is conveyed, compressed, degassed, plasticated, sheared, kneaded, fused, and homogenized at an optimal level before it reaches the die.
Conical: The screws with a larger diameter at the feed end and a smaller diameter at the discharge end. Parallel: The screws are cylindrical and run parallel to each other, with a uniform diameter from feed to discharge.
The conical shape provides higher compression, making it suitable for processing materials that require more intensive mixing and kneading. Offers consistent compression and uniform mixing, making it ideal for continuous processes.
Conical: PVC processing Extruding profiles and pipes, especially applications requiring high-pressure extrusion. Parallel: Higher-output applications requiring uniform processing
High Pressure & Compression; Good Feeding Performance; Compact design and less space required; Low screw speed provides better melting and mixing, minimizing shear stress on the material.
Can be used in a wide range of applications, including thermoplastics; High output and better heat transfer; Can be used in a wide range of applications, including thermoplastics.
Conical-Twin Screw Barrels are better for processing PVC in high-pressure applications or when space is a constraint; Parallel Twin Screw Barrels are ideal for large-scale production and when consistent, uniform material processing is required.
Frequently Asked Technical Questions About A Counter Rotating Twin Screw Extruder
- Screw design: Geometry, flight depth, and pitch impact mixing and melting.
- Barrel design: Liner material and cooling system affect wear and thermal control.
- Processing parameters: Temperature, screw speed, and feeding rate determine material behavior.
- Material formulation: Filler content, stabilizers, and lubricants affect extrusion stability.
- Nitrided steel (38CrMoAlA): Cost-effective, good wear resistance.
- Bimetallic barrel & screw (Alloy coating): High wear and corrosion resistance, ideal for processing materials with high filler content (e.g., CaCO₃, wood fiber).
- Higher speed increases output but may lead to overheating and material degradation.
- Lower speed provides better melting and mixing for heat-sensitive materials.
- Optimized screw speed ensures consistent product quality without excessive wear.
- Regularly inspect screw and barrel wear and replace when necessary.
- Clean the screws and barrel thoroughly to prevent material buildup.
- Monitor temperature control systems for consistent processing conditions.
- Lubricate mechanical parts to reduce friction and extend machine life.
| Problem | Possible Cause | Solution |
|---|---|---|
| Poor plastification | Low barrel temperature, incorrect screw design | Adjust temperature settings, use a better screw design |
| Excessive wear | Abrasive fillers, low-quality materials | Use bimetallic screws/barrels, improve material formulation |
| Uneven extrusion | Improper feeding, air pockets | Optimize feeding system, add degassing zones |
| Material degradation | High shear or temperature | Reduce screw speed, optimize cooling system |
- Rigid and soft PVC compounds
- PVC pipe, profile, and sheet materials
- Wood-plastic composites (WPC)
- PVC cable compounds
- Other thermosensitive materials